-

-
2024-04-12 11:00
涂料相关测试方法简述
涂料质量检测是确保涂料质量的重要环节
- 简介
- 图文
- 聊天
涂料相关测试方法
专用湿杯法测量木器涂料水汽渗透性
多年来,户外水性(工业)涂料体系的性能测试一直集中在液体水渗透性和耐久性上。这反映在EN 927-2《涂料和清漆--户外木器涂层材料和涂层体系--第2部分:性能规范》(2022)中,其中,这两种性能的试验方法均为强制性试验。30年来,我们一直按照这些原则,测试用于细木工领域的水性工业涂料体系,并进行了进一步调整,使其符合荷兰建筑规范(KOMO试验)。在2005年撤销标准方法EN927-4(2000)后,人们再次越来越重视水汽渗透性。
2006年,研究人员提出了在木窗框中水汽扩散的计算机建模方法",2018年,他们对有关几种涂层体系和涂层数量的过去的工作和新的工作进行了回顾2。在2018年的一篇论文中,显示了受EN 927-5(2006)和EN927-4(2000)(2005年撤销)测试方法启发而得到的液态水渗透性和水汽渗透性结果。我们认为,不同涂层体系和不同配方的涂料(助剂和颜料)在液态水渗透性和水汽渗透性方面存在很大差异,因此,这两个参数的比例也存在很大差异。对于不同的涂层材料和涂料配方,干膜厚度以不同的方式影响测试结果。对于三层或四层的涂层结构,性能也各不相同。所有这些激发了人们更多地了解水汽渗透性(作为户外木器涂料的性能指标)的愿望。
木器涂料丨专用湿杯法测量水汽渗透性
人们越来越重视户外木器涂料的水汽渗透性,将其作为帮助预测湿气转移的性能指标。 建筑物的气密性越来越强,隔热性也越来越好,因此,评估室内冷凝的风险就显得非常重要。 目前,测量涂层湿气渗透性的测试方法并不适合木器涂料。 因此,一种新的湿杯试验方法可能是解决方案。

涂层硬度--邵氏硬度
邵氏硬度计是一种用于测量材料硬度的特殊仪器,通过硬度计的印痕深度来评估材料的硬度。一般在地坪涂料使用邵D 测试,按GB/T 531.1-2008 硫化橡胶或热塑性橡胶 压入硬度试验方法 第1部分:邵氏硬度计法(邵尔硬度)标准执行。
性能检测对于邵氏硬度计涂料至关重要,以确保其在硬度测试过程中的准确性和可重复性。常见的性能测试包括硬度值测试,涂布均匀性测试,干燥时间测试以及附着力测试等。通过这些测试,可以评估邵氏硬度计涂料的硬度测试准确性、涂布均匀性、干燥速度以及附着力,确保其在硬度测试中具有可靠的性能。在地坪施工中,通常以固化后材料的邵氏硬度D达到40-50以上作为可以上人进行下一道工序的判断基准,在使用中一般要求邵氏硬度D达到70-80。
涂层硬度--压痕硬度试验
压痕硬度试验是根据涂层抵抗压痕的程度来进行评测的。其原理是应用压头与表面成直角压进涂层。在做测试硬度时,使用一个精确的负荷,其结果可以表示为要达到压痕的规定直径时必要的负荷(克数)。
测定方法
涂层的压痕硬度是指抵抗压头压入有机涂层的能力。在一定的载荷下,涂层硬度越高,则其抵抗压头压入有机涂层的能力越强,涂层压痕也就越小。为取得较大的精确度,采用此法测定涂层硬度时,涂层最低允许厚度应使压痕深度不超过涂层厚度的3/4,以使底材的影响程度最小。压痕硬度 = 100 ÷ 压痕长度
涂层硬度--摆杆硬度试验
用摆杆硬度计测得的涂膜硬度,称为摆杆硬度。根据规定振幅内需要的时间判定涂膜的硬度,所需时间长的涂膜硬度高。
摆杆硬度计用摆杆振幅的衰减来测定涂膜阻力表示的硬度。通过摆杆横杆下面嵌入的两个钢球接触涂膜样板,摆杆以一定周期摆动时,摆杆的固定质量对涂膜产生压迫,使涂膜产生抗力,以规定振幅所需要的时间判定涂膜的硬度。
(1)方法要点
是接触漆膜表面的摆杆以一定周期摆动时,如表面越软,则摆杆的摆幅衰减越快。反之,则衰减越慢,通常用在摆动角范围摆幅衰减的阻尼时间与在玻璃板上于同样摆动角范围摆幅衰减的阻尼时间的比值来表示漆膜硬度。在采用科尼格和珀萨兹摆的两种摆杆式阻尼试验仪测试涂层硬度时,由于两种摆的结构、重量、尺寸、摆动周期及摆幅不同,另外摆杆与涂层间的相互作用还取决于涂层具有的复杂的弹性和黏弹性,因此两种摆的测定结果之间能建立起通用的换算关系。所以,在产品标准中测定某种漆膜的阻尼时间时,只规定使用一种摆杆的仪器.
(2)选择摆杆式阻尼试验仪应考虑的因素
①通常科尼格摆的阻尼时间接近珀萨兹的一半;
②在摩擦系数低的表面上珀萨兹摆可能打滑,这会使结果无效,但对于一般的色漆和清漆,此种情况很难出现;
③由子环境条件对漆膜阻尼时间影响很大,因此,试验应在控制温、湿度条件,并且无振动、无气流影响的情况下进行.此外,漆膜厚度及底材材质也影响阻尼时间。
(3)双摆测试
采用摆杆法测试漆膜硬度,应将涂料涂刷在120×90×2mm(可按JG40-62)的浮法平板玻璃或抛光平板玻璃上,并应按产品标准规定的条件和时间进行干燥,除另有规定外,应将干燥试板在GB/T9278环境即温度(23±2)℃、相对湿度(50±5)%环境条件下至少进行状态调节16h,整个测试过程亦应在此条件下进行。
测试前,应用乙醚润湿了的软稠布(或棉纸)擦净支承钢珠。将摆杆处于试板相同的环境条件下放置10min。被测试板的漆膜应朝上,放置在水平工作台上,然后使摆杆慢慢降落到试板上,摆杆支点距漆膜边缘不少于20mm,标尺零点若与静止位置时的摆尖不处于同一垂直位置,则应予以调节。
将摆杆在支轴没有横向位移的情况下偏转一定的角度(由5°到2°的时间/s,摆动角度与计时角度可不同,可在同一块试板的三个不同位置上进行测量,记录每次测量的结果及三次测量结果的平均值。
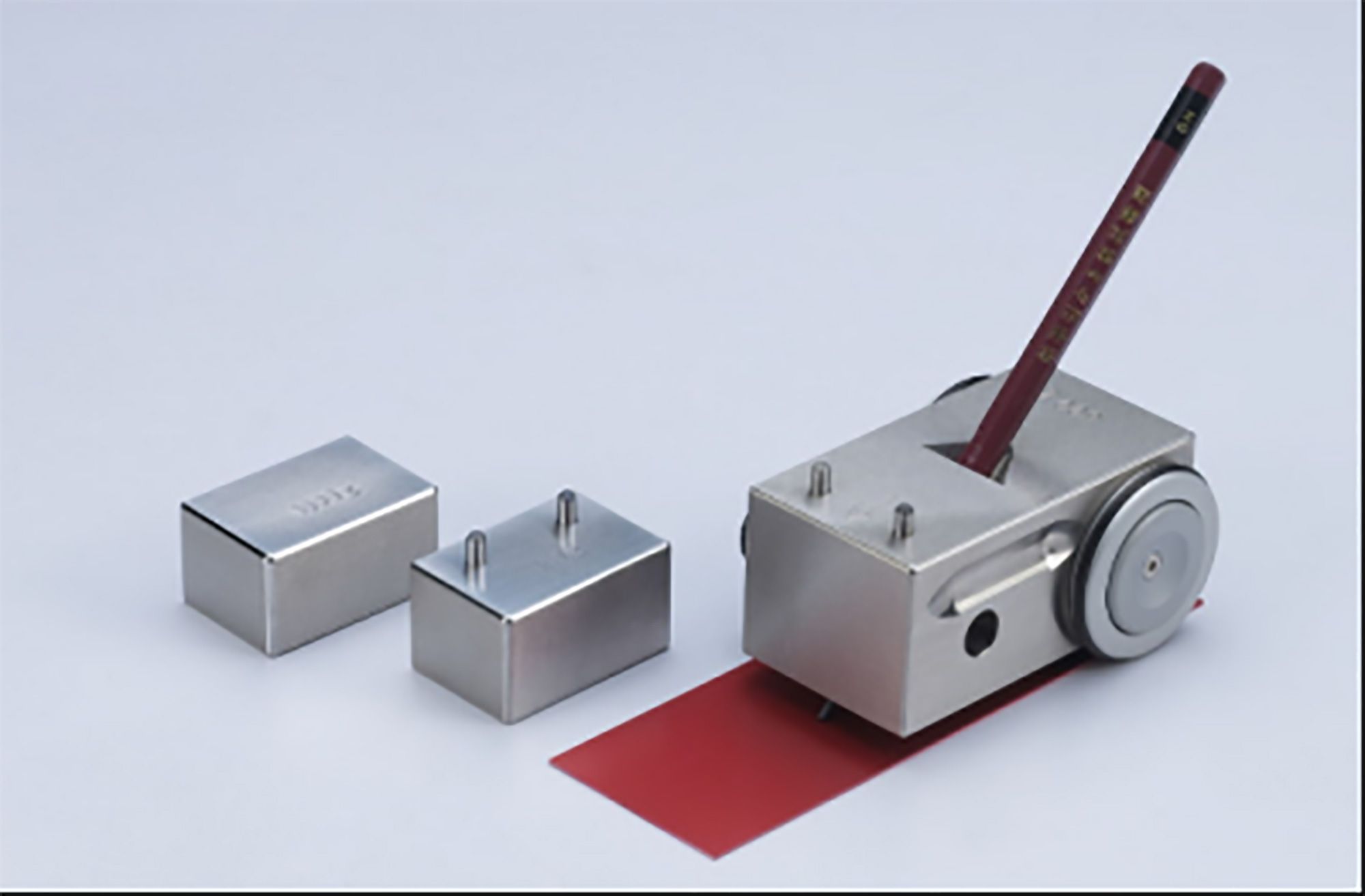
涂层硬度-铅笔硬度试验
在铅笔硬度试验中,涂层按各种硬度的铅笔擦伤或刮破来定级。按标准规定,铅笔笔芯的硬度分为9B至9H共20级。
测定涂膜铅笔硬度时,可以将待试的涂膜样板正面朝上固定在台面上,铅笔用细砂纸打磨,与涂膜的平面成45°角,让铅笔在涂膜上作推犁式划动,每划一次,换一支铅笔,并保持相同的压力和45°夹角,从最硬的铅笔开始顺序由硬到软,逐个试验,直到找出涂膜不被划破的铅笔,这支铅笔的硬度即为被测试涂膜的硬度。
样板的评定可按以下两种方法进行:
A.涂膜刮破对于硬度标号相互邻近的两支铅笔,找出两道以上涂膜(包括两道)被刮破到底材或底层及未满两道的铅笔后,将未满两道的铅笔硬度标号作为涂膜的铅笔硬度,即划破两道漆膜的更软一级的硬度。
B.涂膜擦伤对于硬度标号相互邻近的两支铅笔,找出涂膜被擦伤两道以上(包括两道)及未满两道的铅笔后,将未满两道的铅笔硬度标号作为涂膜的铅笔硬度。
注:擦伤是指在涂膜表面有微小的刮痕,但由于压力使涂膜凹下去的现象不作为考虑。如果在试验处的涂膜无伤痕,则可用橡皮擦除去碳粉,以对着垂直于刮划的方向与试验样板的面成45°记下目视检査,能辨别的伤则认为是擦伤。
涂层硬度及标准
涂层硬度与涂料品种及涂层的固化程度有关。油性漆及醇酸树脂漆的涂层硬度较低,而合成树脂漆的硬度较高。在一些固化剂固化型的涂料中,涂层硬度还与固化剂的使用量有关,大多数情况下提高固化剂的比例,涂层的硬度增加,与此同时,涂层的柔韧性、耐冲击性等性能则随之下降,此外,涂层的固化程度也直接影响其硬度值,即硬度由小到大是涂层在干燥过程中时间的函数,完全干燥的涂层才具有其特定的最高硬度。一些自干型涂料若能在适当的温度烘烤,亦能在一定程度上提高涂层硬度。
关于涂层硬度的测试,国家标准分析方法有:GB/T 6739-2022《色漆和清漆 铅笔法测定漆膜硬度》、GB/T 1730-2007《色漆和清漆 摆杆阻尼试验》、GB/T 9275-2008 《色漆和清漆 巴克霍尔兹压痕试验》。
漆膜耐湿热性试验方法
漆膜的耐湿热性指漆膜对高温高湿环境作用的抵抗能力。环境温度较高时,潮湿的空气及饱和水蒸气会对漆膜保护的底材产生破坏作用,其破坏机理主要为:当水分渗透漆膜到达金属底材时,对底材会产生电化学腐蚀。与此同时,漆膜本身也会吸收一部分水分后发生膨胀,降低了漆膜与底材之间的附着力。而当高温、高湿的条件并存时,水汽向漆膜内部扩散的速度又会明显加快,很容易造成涂有漆膜的底材产生起泡、生锈、剥落、变色等破坏现象。漆膜的耐湿热性试验也是一种常见的耐腐蚀试验,一般与耐老化、耐盐雾试验同时进行。目前,在底材的前处理、漆膜体系或它们的组合体的耐腐蚀的评价和比较试验中有较广泛的应用。
相关标准
耐湿热性主要分为:恒定湿热试验和交变湿热试验两种,目前涂料行业使用最为广泛的是GB/T 1740-2007《漆膜耐湿热测定法》。
影响耐湿热试验结果的因素
(1)样板检查时,样板表面需要避免有指印,以免加快腐蚀速度;
(2)试验样板的层叠放置会使上层样板上的水滴落在下层样板上,影响试验结果;
(3)样板的放置过于拥挤容易造成样板之间与箱体接触,有可能产生电偶及箱体内部的气体流通不畅;
(4)试验箱体的绝热层破坏或失效会引起箱体内外的温差,造成箱体顶部产生冷凝水滴落在试验样板上,造成试验误差;
(5)检査样板的时间应尽量缩短(≤0.5h),过长会影响试验结果。
影响实际涂布率的因素
影响实际涂布率的因素有很多,影响较大的有以下几点:
1、与基层平整度有关,如果涂抹基层平整度不够,表面会有大小不一的凹陷或凸起,为了涂抹效果这些凹凸处会多用涂料,造成实际用量增加
2、与施工方法有关,涂料类材料的施工方式较多,有滚刷、涂抹、喷涂等等,由于工艺差异其各自的损耗量会有差异
3、与效果有关,以外墙涂料为例,外墙涂料由于其需要达到的效果不同,涂料的使用量也会产生较大差异,如平涂、小拉花、大拉花、桔皮面等等
4、与施工环境有关,施工期间的温度、风力大小等都会对涂料的使用量产生影响
5、与涂刷基层的形状有关,涂刷基层越简单平整材料使用量越少,越不规则材料使用量越多
6、与工人操作水平有关,操作水平高的工人可以用尽可能薄的厚度达到效果,而操作水平差的工人,达到同样效果涂抹/喷涂的厚度会后不少。涂布率主要由涂料的密度以及固体分决定,涂布率越高的涂料施工后所得漆膜也越厚。

涂布率的测定方法
1、刷涂法
首先在未经打磨的平整钢板上刷涂一定厚度、一定面积的漆膜,刷涂后立即用减量法称出刷涂量(精确至0.001g),涂漆试板放置24h。(详细公式点击链接)
2、喷涂法
有些产品在施工现场主要是喷涂施工,且必须补加部分稀释剂才能达到满意的施工黏度,因此我们根据稀释比首先测出涂料的使用量,然后再换算成以“m²/L”表示的涂布率。先在感量为0.01g的天平上称出钢板质量,然后将已稀释好的试样喷涂制板,立即称出板质量。(详细公式点击链接)
3、体积固体含量法
按GB/T 9272-2007《色漆和清漆 通过测量干涂层密度测定涂料的不挥发物体积分数》液态涂料内不挥发分容量的测定来计算涂料在一定的干膜厚度下所能涂装的面积。其原理是首先测定未涂漆圆片的质量和体积,再测涂漆圆片在干燥一定时间后的质量和体积,计算出圆片上干膜的体积和形成干膜的液态涂料的体积,这两个体积之比就是该涂料的不挥发物含量,俗称体积固含。
由于一般的刷涂、喷涂很难达到漆膜完全平整、膜厚均匀一致,因此我们尝试采用刮涂法,底材选用平整光滑的聚酯薄膜,使用湿膜制备器来涂布规定厚度的湿膜,并立即用湿膜测厚仪在上、中、下各部位测出当时的湿膜厚度,待漆膜实际干燥后,再用杠杆千分尺测出干膜厚度。此方法的优点是没有称量操作,也不用测定涂料密度,且漆膜平整,厚度均匀。湿膜测厚仪推荐必须使用轮规(即滚轮式湿膜测厚仪)较为精确。杠杆干分尺刻度可精确至2μm,也符合测试要求,但因该仪器结构所限,只能用于小尺寸试板的测定。若用高质量的平整光滑的金属板作为底材,就可改用磁性测厚仪来进行干膜测定,试板面积也可相应增大,进一步提高测试的准确性。
照片
视频