-

-
2024-01-11 18:00
电泳涂装的那些事儿---电泳涂料的制备、电泳涂装常见问题及注意事项
电泳涂料的合成与应用是涂料行业的一个突破性进展。
- 简介
- 图文
- 聊天
电泳涂料的制备、电泳涂装常见问题及注意事项
电泳涂装常见问题快速处理方法之气泡
气泡问题的原因及处理方法
工件浸入电泳涂料中时,卷入气泡或空气、循环系统原因产生的空气等原因使漆液中含有微小气泡,或工件电泳过程中产生气泡过多加之漆液流动性差而无法溢出。
●原因1:工件浸入电泳涂料中时,卷入气泡或空气
解决方法:工件入槽后停留一段时间再通电,使附着在工件上的气泡尽量排尽
●原因2:工件形状的原因,工件有些位置会藏有空气
解决方法:合理设计挂具及调整上挂方式或工件入槽时人工晃动,使窝存的空气溢出
●原因3:循环系统原因产生的空气等原因使漆液中含有微小气泡;
解决方法:检查循环系统配置是否合理,过滤器内是否有空气,管道及法兰是否漏气
●原因4:电泳槽主副槽液位落差过大,使泵吸入空气过多
解决方法:电泳槽主副槽液位落差控制在5-10CM以内

电泳涂装常见问题快速处理方法之橘皮
橘皮问题的原因及处理方法
橘皮是指电泳漆膜表面形成像橘皮一样连续的波浪状态。这种缺陷通常是由于涂料沉积时反应剧烈和涂料组份失调导致涂料流平性不好而造成,应调整槽液涂料。
●原因1:助溶剂含量低
解决方法:补充助溶剂,每次添加不能超过0.5%,最高不得超过产品最高标准范围。
●原因2:补给原漆时没有充分熟化
解决方法:原漆补加前进行充分的搅拌
●原因3:电泳电压过高,时间过长,使涂膜过厚
解决方法:适当降低电泳电压,减短电泳时间
●原因4:槽液PH高
解决方法:加中和剂调整至5.7—6.3,总添加量不能超过1‰
●原因5:槽液颜基比过低
解决方法:补加原漆时,提高色浆加入比例
●原因6:槽液中杂质离子过多,电导率过高
解决方法:超滤处理,根据现场情况降低槽液电导率

电泳涂装常见问题快速处理方法之针孔
针孔问题的原因及处理方法
工件上有露底针状小孔,称为针孔,它与缩孔的区别是孔径小,中心无异物,且四周无漆膜堆积凹起。由漆膜再溶解而引起的针孔,称为再溶解针孔;由电泳过程中产生的气体、湿膜脱泡不良而产生的针孔,称为气体针孔;
(1)湿膜针孔:工件未进行烘烤,在空气中凉干,可看到的针孔
●原因1: 电泳电压过高,电流冲击反应过剧,产生气泡过多,或升压速度过快。
解决方法:适当降低电压,加长软启动时间
●原因2:溶剂含量偏低。
解决方法:添加溶剂,每次添加不能超过1%
●原因3:槽液温度过低。
解决方法:控制槽液温度在25—30℃
●原因4:涂料的PH值过低及溶剂过多,使漆膜抵抗杂质能力变弱。
解决方法:提高涂料的PH至5.7—6.3,并将漆膜厚度控制在必要的范围内。
●原因5:槽液杂质离子过高,电解反应剧烈,被涂物表面产生的气体多
解决方法:超滤除去杂质离子
(2)烘干后针孔:
●原因1: 固体份过低
解决方法:提高固体份至10%
●原因2: 溶剂含量过低
解决方法:提高溶剂含量至1--2%
●原因3:混入电泳漆中的杂质(油、润滑脂等)粘附在漆膜上。
解决方法:除去电泳漆中的油脂等杂质

电泳涂装常见问题快速处理方法之涂膜过厚
涂膜过厚是指工件表面的干漆膜厚度超过工艺规定的要求,但漆膜外观仍很好,则还属于合格品,只是涂料消耗增大,成本提高。
●原因1:槽液中助溶剂含量偏高
解决方法:超滤处理
●原因2:固体份过高
解决方法:降低2%的固体份,最低不得低于10%。
●原因3:PH偏高
解决方法:加入中和剂,降低ph达到5.7.
●原因4:槽液温度偏高
解决方法:降低槽液温度至25—30℃
●原因5:电压过高
解决方法:适当降低电压
●原因6:电泳时间过长
解决方法:提高链速,适当缩短电泳时间
●原因7:电导率过高
解决方法:超滤处理至350—750us/cm
电泳涂装常见问题快速处理方法之涂膜过薄
涂膜过薄指电泳后工件表面漆膜厚度过薄,造成颜色.光泽和遮盖力不理想,质量等级下降。
●原因1:电压过低
解决方法:升高电压,最高不要超过额定的破坏电压。
●原因2:电泳时间不够
解决方法:降低链速,延长电泳时间。
●原因3:槽液电导率偏低
解决方法:减少UF液排放
●原因4:被涂物通电不良
解决方法:清理挂具。使被涂物通电良好
●原因5:溶剂含量偏低
解决方法:补充溶剂,每次添加不能超过0.5%
●原因6:槽液固体份偏低
解决方法:提高2%的固体含量,最高不要超过20%。
●原因7:PH不当(一般偏低)
解决方法:调整PH值至5.7—6.3
●原因8:槽液温度偏低
解决方法:提高槽液温度至30±2℃
●原因9:极板连接不良或被腐蚀,导电杆连接不良
解决方法:检查极板、导电杆电线连接,定期清理极板.导电杆和更新电线
●原因10:阳极电导率过低
解决方法:阳极循环系统中加入中和剂,每次提高不得超过200us/cm。

电泳涂装常见问题快速处理方法之缩孔
缩孔问题的原因及处理方法
缩孔这类缺陷在湿的漆膜上看不见,当烘干后漆膜表面出现直径通常为0.5-3.0mm漏底微孔、不漏底的火山口状的凹陷,称为陷穴、凹洼,露底者为缩孔,中间有颗粒但不刮手的称为“鱼眼”。由于电泳漆湿膜中或表面有尘埃、油渍或与电泳涂料不相容的粒子,成为陷穴中心,因而产生涂膜缺陷。很多情况下这类缺陷还与被涂物的材质有关,如金属底材上存在微裂纹和微孔等。
●原因1:外来油污污染电泳漆膜,油污附着在工件表面,使电泳漆成膜受到影响。这种原因引起缩孔的几率较大。
解决方法:可检查输送机构、挂具,防止油滴污染漆膜。从电泳设备制造安装开始就要避免上述物质污染,每一种新零件投入电泳前最好进行相关检验,防止受油、硅油、蜡、脂性碳化物、胶水等污染物对工件,电泳设备及电泳槽液的污染。
●原因2:前处理除油不干净,造成润湿性不良,使电泳漆烘干后漆膜有缩孔。
解决方法:加强前处理清洗。
●原因3:槽液有油污、异物混入,影响电泳漆膜外观。
解决方法:用吸油纸吸去油污,清除槽液内异物,同时避免异物混入,保持电泳槽液清洁。
●原因4:加漆时有电泳漆没搅拌均匀,使槽液无完全熟化,引起漆膜不良。
解决方法:确保加入的电泳漆搅拌均匀,加强槽液循环,使槽液完全熟化。
●原因5:电泳后水洗中含油分或烘干室内不洁净,循环风含油分,使油分附著在漆膜上面烘干后有缩孔。
解决方法:水洗经常更换,烤箱经常清理,烤箱链轨用油可选用耐高温,不会高温挥发为最佳。

电泳涂料泳透力的测定方法
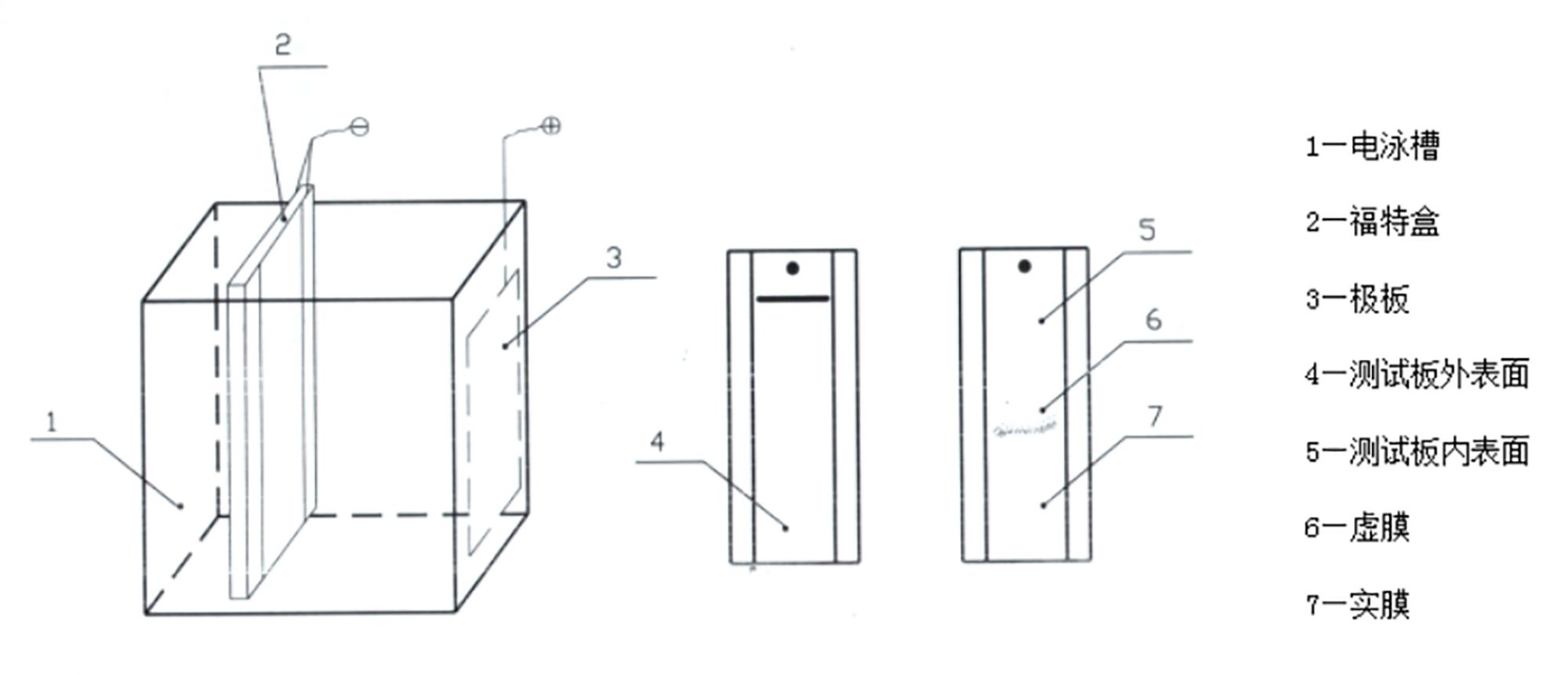
行业中最常用的泳透力测定方法是福特盒法和4枚盒法,目前这两种方法与原行业标准HG/T 3336《电泳漆泳透力测定法》中的玻璃管法、HG/T 3339《电泳漆泳透力测定法(钢管法)》一起,被收录在2012年首次修订的行标HG/T 3334《电泳涂料通用试验方法》中。福特盒法又称抛射盒法,是用PVC塑料为隔条与2块磷化钢板固定粘贴,制成上下空,两边用胶带封闭的福特盒。福特盒放入电泳槽中,电泳槽一侧的不锈钢板接正极,福特盒接负极,电泳后,将福特盒拆卸,试板处理干燥后测量内表面涂膜厚度,找出膜厚5μm的位置,测量其至底边的高度,其数值即是电泳涂料直观泳透力值。
泳透力是电泳涂料的重要特性之一,泳透力的大小与电泳涂料槽液的电导、湿涂膜的比电阻和涂装工艺参数有关,虽然测定电泳涂料泳透力的方法很多,但同一种电泳涂料,用不同的方法测定,其结果是不同的。所以,在测定泳透力时,必须明确试验方法和电泳条件,而不能随意根据某种电泳涂料的泳透力数值来判断其优劣。
电泳涂料的泳透力
自然界有种现象叫“同性相斥异性相吸”,电泳涂料的涂覆成膜就是利用了这一原理。电泳涂料加入去离子水搅拌均匀的过程是熟化,熟化后的电泳涂料称为槽液。将具有导电性的被涂物作为阳极(或阴极)浸入槽液中,在槽中另设置与其对应的阴极(或阳极),通过直流电场的作用,带电荷的涂料开始完美演绎这一现象,向相反的电极(被涂物)方向移动,在被涂物的表面沉积析出形成涂膜,因此电泳涂料又称为电沉积涂料。电泳涂料是一种仅适用于电泳涂装的专业水性涂料,其具有环保、低污染;泳透率高;利用率高以及涂膜的防腐蚀能力强等优点,一经问世就在表面处理行业中得到了广泛的应用。根据被涂物在电泳涂装过程中所处极性不同,电泳涂料可分为阳极电泳涂料和阴极电泳涂料。由于阴极电泳涂料具有更好的涂装稳定性和涂膜性能,逐步代替了阳极电泳涂料。阴极电泳涂料产品类型又可分为单组分和双组分电泳涂料,还可按膜厚度分为薄膜型、中厚膜和厚膜型阴极电泳涂料。随着阴极电泳涂料不断发展,又开发和研制出许多功能性阴极电泳涂料,如低温固化型、耐候性、多彩型丙烯酸阴极电泳涂料等等。
泳透力是电泳涂料在涂装过程中深入被涂物背离电极部位泳上涂膜的能力,简单点说就是使结构形状复杂的工件(内面、凹面、缝隙等处)全部表面均匀涂上漆膜的能力。泳透力的高低直接影响涂装生产效率和其漆膜防腐性,是衡量一种电泳漆好坏的重要指标。同等电泳条件下,电泳涂料在产品上的沉积效率,也称泳透率,泳透力是涂料本身的性质,泳透率是一种效率性质,一般情况下两者成正比。
阴极电泳涂料用色浆分散树脂及色浆的研制
阴极电泳涂料是一种水性防腐蚀涂料,具有防腐蚀性能优异、涂装自动化程度高、涂料利用率高、环保性能好等优点。广泛应用于汽车及其零配件、农用机械、五金家电等领域的电泳涂装。阴极电泳涂料分为单组分和双组分体系,且均具有着色性,包含颜填料组分。颜填料的分散稳定性及施工性能是非重要的性能指标。要研制贮存和施工性能优异的颜料色浆,制备分散性能优良的颜料分散树脂是关键。目前在阴极电泳涂料当中,颜料分散树脂通常为季铵盐分散树脂,采用小分子有机胺开环环氧树脂,经有机酸中和制备而成,该类型的分散树脂对颜填料具有良好分散性,但贮存稳定性和施工性能尚需改善。本研究采用壬基酚对环氧树脂改性后制备分散树脂,壬基酚在分散树脂结构当中作为柔性侧链,增加对颜填料的分散锚定作用,提高所研制色浆的贮存稳定性和施工性能。

固化剂对阴极电泳涂料性能的影响研究
水性紫外光(UV)固化树脂是一种无溶剂、易清理、高固含量且安全、易存储的环保节能型树脂。为赋予树脂亲水性,通常会向树脂分子结构中引入亲水性基团或链段,如羧基、季铵基、磺酸基、醚基等。结构不仅直接决定了树脂在成膜后的硬度、柔韧性、粘附性、耐磨性、耐水性、耐蚀性等性能,而且在自由基聚合时,单个树脂分子结构中不饱和双键的数量对膜的交联度、固化时间等有重要影响。已开发出的水性 UV 固化体系主要有环氧丙烯酸酯(EA)、聚氨酯丙烯酸酯(PUA)、聚酯丙烯酸酯(PEA)、聚丙烯酸酯等,目前研发重点都放在制备不同类型的水性紫外光固化树脂上。这几类树脂单独使用时都存在一些缺陷,如常用的水性聚氨酯丙烯酸酯的固化膜虽具有优良的耐水性和机械性能,但固化速率慢,硬度不高:水性环氧丙烯酸酯价格低,其涂膜具有硬度高、附着力好、光泽高、耐化学药品性好等优点,但缺点就是固化膜脆性大、柔韧性不好。不饱和聚酯(UP)、聚酯丙烯酸酯、丙烯酸酯化聚丙烯酸酯综合性能较差,需要与其他树脂复配使用。
为合成具有优良综合性能的低黏度、高交联度紫外光固化水性树脂,通过对环氧树脂进行改性,获得一系列硬度高、附着力强、耐冲击、光泽好的水性改性环氧丙烯酸酯阴极电泳涂料。
照片
视频